What if you could recover more than 1.4 million kWh of energy each year? For one automotive textile manufacturer, adopting energy recovery technology has resulted in dramatic energy and cost savings and reduced carbon dioxide emissions.
A Connected Compressed Air System
As a leading manufacturer and supplier of polyester yarns for the automotive sector in Europe, Autofil Worldwide’s operations require a substantial volume of compressed air. The plant’s compressed air system is comprised of 12 air compressors, including three Atlas Copco GA 160+ oil-injected rotary screw compressors and one Atlas Copco GA 250 oil-injected rotary screw compressor connected to a stand-alone energy recovery unit.
The entire system is controlled by an ES 360 central controller that links and optimizes the performance of the compressors and the energy recovery unit.
How does energy recovery work?
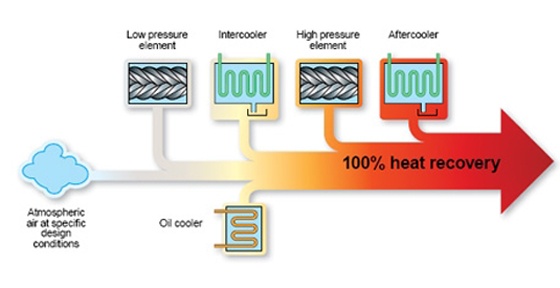
When air is compressed, the energy transforms from electrical energy to potential energy in the form of compressed air and thermal energy, or heat. After compression, air is often at a temperature of 325-400°F. Before compressed air can be distributed into the piping system and delivered to the end process, the heat has to be extracted. Unless heat is recovered, it becomes waste.
Recovered Energy Heats Process Water
With energy recovery, the heat energy produced by compressing air can be recovered and reused in other manufacturing processes instead of becoming waste. For example, Autofil Worldwide requires large amounts of process water for several dyeing processes. The plant utilizes a 50,000 liter tank to store water for these processes; the plant’s energy recovery unit uses the heat by-product from the GA 250 compressor to pre-heat the stored water to around 122°F, instead of relying on additional gas power to heat the water at the point of use.
1.4 million kWh of Energy Saved Annually
Based on the manufacturer’s compressor running for 8,424 hours per year, the combined energy efficiency savings of the GA 250 and the energy recovery unit results in more than 1.4 million kWh of energy recovered per year. That equals approximately $59,000 in energy savings annually and the reduction of 260,000 metric tons of carbon dioxide emissions.
If you’d like to learn more about energy recovery, visit our Use Your Energy Twice microsite or get started by requesting a quote.