Got milk? For a New England-based dairy processor, producing two million gallons of milk per week requires a sophisticated operation that runs smoothly and efficiently. Operating since 1931, the company processes raw milk from more than 1,000 local farms and turns it into the skim, 1% and 2% milk available at the grocery store. In this two part series, we will discuss how this large-scale dairy processor increased its energy efficiency and reduced its payback time through a successful project partnership with Atlas Copco, a custom design/build engineering firm and the local electric utility provider.
The Dairy Industry and Wastewater Treatment
Some processes involved in making dairy products create wastewater, which has to be treated in the dairy processor’s wastewater facility. The treatment process starts in a 4,500,000 gallon bulk volume fermenter tank where a membrane separates liquid from milk fats, milk solids and organic solids which are digested by anaerobic bacteria. The secondary treatment process takes place in a re-aeration tank, where fine bubbles are injected into the water. These bubbles transfer oxygen to the process and help the aerobic bacteria produce enzymes that further break down the waste.
While fine bubble aeration is the most sustainable, energy efficient approach to wastewater aeration, it requires a steady stream of low pressure air, which often represents the largest operating cost component for the aeration process. When the company decided to replace the tank membranes in their onsite wastewater treatment facility, they also realized the increased membrane capacity would require a higher volume of compressed air.
Rotary Lobe versus Rotary Screw Technology
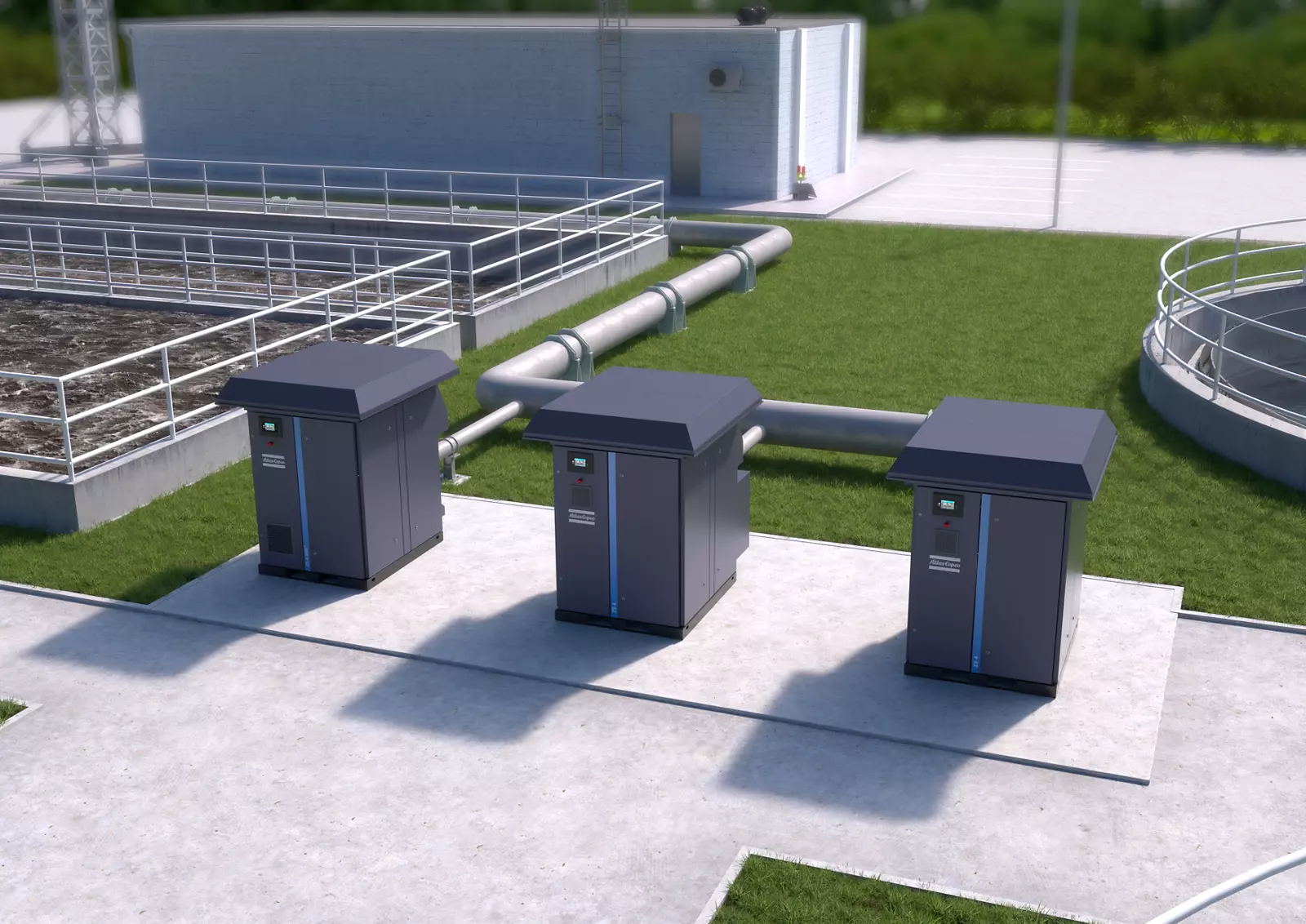
Initially, the dairy processor considered just modifying their current compressed air system to meet the increased demand for flow capacity. The options were to add an additional lobe blower, or replace the blowers with a larger lobe blower that would satisfy the entire demand. But because the noise level would dramatically increase and the system would still operate less efficiently, the company decided to consult with an engineering firm and Atlas Copco for advice on the project.
The solution? Because the effluent output varied, resulting in a different compressed air requirement at different load points, variable speed drive technology was recommended for the project. An Atlas Copco ZS+ 75 oil-free rotary screw blower with variable speed drive was selected to meet both the flow and the pressure requirements. The ZS also features low sound levels, around 72 dB(A), which substantially reduced the noise levels in comparison to the lobe blower option.
Stay Tuned…
Check back next week to learn how the dairy processor financed the project through a utility incentive program and reduced the original projected payback time by approximately five months.